-
 万喜堂彩票APP
万喜堂彩票APP 功能丰富 实时交流
 万喜堂彩票手机站
万喜堂彩票手机站 移动端访问更便捷
 万喜堂彩票小程序
万喜堂彩票小程序 订阅获取更多服务
 万喜堂彩票官微
万喜堂彩票官微 关注获取更多资讯
 万喜堂彩票服务号
万喜堂彩票服务号 实时接收采购订单
万喜堂彩票APP 功能丰富 实时交流
万喜堂彩票手机站 移动端访问更便捷
万喜堂彩票小程序 订阅获取更多服务
万喜堂彩票官微 关注获取更多资讯
万喜堂彩票服务号 实时接收采购订单
潍坊鲁盛水处理设备有限公司总部位于美丽的世界风筝都—-潍坊,专业生产高难度的,地埋式一体化污水处理设备,大型号二氧化发生器,加药装置、臭 氧发生器等水处理设备,是水处理行业专业的设备供应商之一,是*,具有雄厚的技术实力,是行业的,公司拥有一批行业精英,拥有大批技 尸是专业从事水处理设备技术研发、销售为一体的综合服务运营商.
杏鑫平台待遇
鲁盛公司产品工艺和技术*,产品精度高,测量简单、稳定性好,并且已经形成一套完善的生产工艺流程。
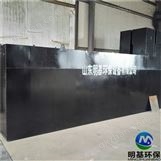
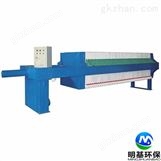
生产、设计、销售污水处理设备、一体化污水处理设备、二氧化氯发生器、加药装置、气浮机、UASB厌氧罐、机械格栅、压滤机。
专业水处理设备厂家,提供专业的设计,制造,安装和调试,售后,一站式服务商,免费上门安装及操作培训,设备终身维护,
专业生产,效率高能耗低,生活污水处理设备,多年制造经验,满足国家标准,技术工艺*,稳定高效,众多客户一致认可
首先,一级A标准较一级B在COD、固体悬浮物、氮磷等指标上更加严格地规定促进了各种深度处理技术的发展,特别是膜过滤技术的推广。据调查,因为标准的提高,2010年我国MBR处理规模达到了103万m3/d,一跃成为世界上大的MBR市场,同时,我国也是世界上少有的在大型城镇污水处理厂应用MBR技术的国家。与深度处理技术相关的新型过滤设备也获得不断开发,滤布滤池等设备得到了广泛的应用。在这样的背景下,国内有一批企业抓住机遇,通过对*技术的不断引进、消化、吸收和再创新,逐渐走向成熟和规模化。
提标改造过程中可见环境质量得到改善
除了产业促进的效果以外,作为提标改造的初衷,实实在在的环境质量改善,也是此轮提标改造所带来的重要成果之一。以提标改造的重点实施地区江苏无锡为例,2010年改造工作完成之后,主城区的污水处理率达到了95%以上,处理厂出水水质达到一级A标准,再生水利用率达30%,工业用水回用率达78%。由于污水处理标准的提高,进入太湖的污染物大大减少,因此,自提标改造以来,蓝藻问题再未大规模爆发。

提标过程中发现的问题
毋庸置疑,提标改造工作对于改善我国重点流域水环境的初衷必然是正确的,而且污水提标所取得的成绩也值得肯定。但是,提标改造的要求一出,业界一直存在褒贬不一的声音。提标改造是否能够有效地改善水质?在升级改造过程中有哪些需要注意的问题?当前发展阶段提标的限值在哪里,一级A?IV类水?还是更高?不少专家和学者对提标改造的工作提出了自己的看法和意见:
指标不够合理
一级A标准是于2002年提出的“超前标准”,而水务行业经过十余年的发展,目前无论是水质特点、还是处理技术和能力都与十年前的想象有较大出入,所以,中持(北京)环保发展有限公司技术总监李彩斌认为,“标准”中的一些指标在目前看来已经显得不够合理:现在碳氮比失调,碳源偏少,氮偏高,一级A标准的总氮标准以现有工艺很难达标。SS的争议则更加明显,一级A标准将SS的指标提高了10mg/L,而一般的二级强化工艺可以满足除SS以外的污染物达标,正是由于这10mg/L的限制,很多更具性价比的工艺不能使用。为了达标不得已采用膜技术,费用高昂的膜技术使投入大大增加。由于污水中存在的Cl-、芳香烃类等物质,会导致橡胶膜硬化及寿命减短且频繁更换,增加其运营成本。不同品牌的曝气膜片的橡胶材质及打孔方式各不相同,同样会影响到橡胶膜曝气器的曝气性能及使用寿命。为提高氧利用率,生产厂家会要求膜片扩散后气泡足够小,但同时会增加曝气器的阻力损失,加大成本,也需考虑孔眼的堵塞问题等。
对于橡胶膜曝气器的维护可及时更换鼓风机进口过滤器的过滤帘布;及时排出布气管中的积水;定期投加甲酸清洗微孔曝气器;避免大风量急剧冲击,通过这些方式来进行。
杏鑫平台待遇厌氧消化技术主要用于处理有机废物,如高浓度有机废水、农业废弃物、餐厨垃圾、剩余污泥等;反应同时产生的生物能源为缓解气候变化和保证能源的可持续性提供了新的选择。相比好氧生物处理,厌氧消化具有高有机负荷、剩余污泥量小、绿色能源回收以及较低的运行和维护费用等优势,得到广泛应用并迅速发展。然而,一些环境因素如pH、温度、有机负荷和氨氮浓度(自由氨+铵离子)等影响着厌氧消化过程的稳定进行。其中,氨的毒性抑制被认为是影响厌氧消化过程的主要因素,自由氨(FAN)起主要抑制作用。研究表明氨产生抑制效果的质量浓度范围是1700~7000mg/L。这一浓度范围受到底物性质、产甲烷菌种、环境因素(温度、pH)以及驯化时期等条件的影响。随着厌氧消化反应器内蛋白质、尿素的分解,氨在消化液中不断累积,逐渐形成的高浓度氨氮将严重影响产甲烷菌的活性,从而降低反应器产气效率,甚至终导致反应失败。

目前,国内外学者针对厌氧消化的氨抑制进行了大量研究,主要包括氨抑制机理,影响因素以及氨抑制解除方法等方面,然而对于大量恢复方法的研究鲜有系统的归纳总结。笔者通过对近年国内外氨抑制研究的总结,分析和阐释氨抑制的形成机理,从氨浓度和微生物两个角度出发重点归纳了氨抑制的解除方法和技术,并提出进一步发展氨抑制解除技术的研究重点。
氨抑制的机理研究
氨是厌氧消化过程中微生物降解蛋白质和尿素等物质的终产物。在水溶液中,氨主要以离子态氨(NH4+)和自由态氨(NH3)这两种形式存在,其和称为总氨氮(TAN),用以衡量氨的浓度水平。基质中低浓度的氨可以作为微生物的营养物质,而高浓度的氨会严重降低微生物活性。T.Liu等研究认为,TAN的适宜质量浓度为200mg/L。当TAN质量浓度超过3000mg/L时,厌氧消化过程在任何pH条件下都会受到抑制。
目前,对氨抑制机理的研究认识还不完善,已经提出的机理假设有:(1)FAN引起细胞内pH的改变;(2)NH3与K+交换造成微生物细胞内K+的缺乏;(3)额外能量消耗对细胞正常生li活动的影响;(4)NH4+对酶反应的直接影响。G.D.Sprott等在纯甲烷菌种的研究中发现FAN由于其疏水性可直接透过细胞膜进入细菌细胞内,并结合细胞外的H+引起细胞内pH的改变,影响产甲烷菌正常生li活动;同时,NH3在细胞内转化为NH4+引起电荷变化,致使甲烷菌耗能将K+移出细胞以保持电荷平衡,造成细胞内K+的缺乏,进一步降低了产甲烷菌的活性。此外,G.D.Sprott还指出NH4+可能直接作用于甲烷合成过程中的某些酶,导致甲烷的合成失败。W.Wiegant等探究氨抑制机理认为,高浓度TAN严重影响甲烷菌利用H2合成甲烷的途径;另一些中间产物如丙酸、H2的累积,可能抑制乙酸合成甲烷的途径。
稳定的厌氧消化过程主要依赖于水解发酵菌、产酸菌和产甲烷菌3种微生物的正常生li活动。其中产甲烷菌对氨浓度wei敏感,厌氧消化处理马铃薯汁的实验中发现,TAN质量浓度范围在4051~5734mg/L时,产酸细菌基本未受影响,然而56.5%的产甲烷菌活性丧失。在高温厌氧消化的研究中,R.Borja等研究发现乙酸利用型产甲烷菌对氨更加敏感。然而W.Wiegant等的研究认为高浓度氨更易影响H2和CO2合成甲烷的过程。其原因可能归结于氨浓度高低的影响,当TAN质量浓度超过1700mg/L时,氨对乙酸利用型产甲烷菌的抑制作用强于H利用型甲烷菌,而当低于这个临界浓度时,H利用型甲烷菌更易受到影响。
*您想获取产品的资料:
个人信息: