当前位置:万喜堂app下载 万喜堂彩票>>安全阀选型>>蒸汽安全阀>> 脉冲式主安全阀


| 参 考 价: | 面议 |
| 品牌 | 申弘 |
|---|
A49Y型主安全阀主要用于电站锅炉、压力容器、减温减压装置上使用,防止压力超过允许zui高压力值,保证设备安全运行。当介质压力升高到整定压力时,冲量安全阀打开,介质从脉冲管进入主安全阀的活塞室,推动活塞下降,使阀门自动打开,当冲量阀关闭时,阀瓣又自动关闭。密封面用钴基铬镍不锈钢堆焊而成,阀瓣经热处理,提高了耐磨性和抗冲蚀性。
用于蒸汽介质安全阀见表2-3
表2-3 用于蒸汽介质安全阀动作性能指标 Mpa
| 标准 项目 | GB/T12243 | ASME标准第Ⅰ卷动力锅炉 | JIS B8210 | ||
| 排放压力pd | ≤1.03ps | ≤1.03ps | ps≤0.1时: pd≤ ps+0.02 ps ﹥0.1时: pd≤1.03ps | ||
| 启闭压差 Δpb1 | ps | △pb1 | 4%ps且≥2po(直流蒸汽发生器及高温热水锅炉安全阀△pb1≤10% ps) | ps≤0.1时:Δpb1≤0.02 0.1<ps≤0.2时:Δpb1≤0.025 0.2<ps≤0.4时:Δpb1≤0.03 0.4<ps≤0.7时:Δpb1≤ 0.04 0.1<ps≤1.1时:Δpb1≤0.05 ps﹥1.1时:Δpb1≤4% ps | |
| 蒸汽动力锅炉用安全阀 | 直流锅炉、再热器等用安全阀 | ||||
| ≤0.4 | ≤0.03 | ≤0.04 | 直流锅炉、再热器等用安全阀 ps≤0.1时:Δpb1≤0.02 0. 1<ps≤0.2时:Δpb1≤0.025 0.2<ps≤0.3时:Δpb1≤0.03 ps﹥0.3时:Δpb1≤10% ps | ||
| >0.4 | ≤7% ps (≤4% ps) ﹡ | ≤10% ps | |||
| 整定压力的允许偏差δps | ps≤0.5时: ±0.015 0.5≤ps≤2.3时:≤±3% ps 2.3<ps≤7.0时:≤±0.07 ps﹥7.0时: ≤1% ps | ps≤70psi时: ±2psi 70<ps≤300psi时:≤±3% ps 300≤ps≤1000psi时:≤±10 psi ps﹥1000psi时:≤±1% ps | ps≤0.7时:±2psi 0.7≤ps<2.3时:≤±3% ps 2.3≤ps<7.0时:≤±0.07 ps≥7.0时:≤±1% ps | ||
注:ps-整定压力;p-工作压力;do-流道直径;
﹡万喜堂app下载 万喜堂彩票主营阀门有:减压阀(气体减压阀,可调式减压阀,水减压阀,蒸汽减压阀供需双方可协商采用本表中括号内的数值GB/T12243标准中规定蒸汽用安全阀的密封试验压力,当整定压力小于等于0.3Mpa时,比整定压力低0.03;当整定压力大于0.3Mpa时,为90%整定压力或回座压力(取较小值)。试验介质为饱和蒸汽,如未发现泄漏现象,则认为合格。
GA49H脉冲式主安全阀结构简述
1、当介质压力升高到整定压力时,冲量安全阀打开,介质从脉冲管进入主安全阀的活塞室,推动活塞下降,使阀门自动打开,当冲量阀关闭时,阀瓣又自动关闭。
2、密封面用钴基铬镍不锈钢堆焊而成,阀瓣经热处理,提高了耐磨性和抗冲蚀性。

阀体制造:加工工艺基本要求
阀体是主要零件之一,不仅是一个承压件,也是一个把其他零件连成一体的重要构件。在加工时应特别加以重视,为了保证相关的形位公差,需要使用一些工装。机械加工完成后,还应进行强度试验,强度试验的具体要求在国标中有详细的规定。表3-3是一个安全阀的阀体加工工艺过程,零件材料为WCB。
表3-3 阀体的加工工艺过程
| 序号 | 工序名称 | 工序内容和要求 | 简 图 |
| 1 | 铸造或 锻造 | 铸件或锻件按有关标准要求进行铸造或锻造 | |
| 2 | 热处理 | 铸件须经退火热处理 | |
| 3 | 检验 | 按有关标准对毛坯件进行检验 | |
| 4 | 划线 | 划出零件的中心线以及加工线和加工参考线 | |
| 5 | 检验 | 检验钳工划线的精度和质量 | |
| 6 | 车 | 按简图1所示方式装夹,先加工进口侧法兰面以及孔和螺纹,加工时必须注意加工线 | |
| 7 | 车 | 按简图2所示方式装夹,加工上侧法兰面。装夹应采用定位胎以保证上下面的形位公差。定位胎使用前须经检验员检验,合格后方可使用 | |
| 8 | 检验 | 按图纸检验 | |
| 9 | 钻孔、铰丝 | 在已加工的法兰面上按图纸要求加工螺纹孔和螺栓孔 | |
| 10 | 检验 | 按图纸检验 | |
| 11 | 车 | 按简图3所示方式装夹,加工出口侧法兰面。装夹应采用弯板胎装夹以保证各个面的形位公差,弯板胎使用前必须经过检验员检验,合格后方可使用 | |
| 12 | 检验 | 按图纸检验 | |
| 13 | 钻孔 | 按图纸要求钻削加工其他孔 | |
| 14 | 检验 | 按图纸检验 | |
| 15 | 强度试验 | 强度试验采用水压,试验压力和保压时间按图纸加工要求进行 | |
| 16 | 油漆 | 在外表面涂防锈漆 | |
| 17 | 检验 | 按图纸及技术要求进行检验 |
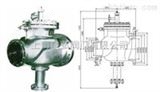
【GA49H脉冲式主安全阀】主要外形及连接尺寸

| 型号 | 公称通径 | 连接尺寸 | ||||||||||||||
| L | L1 | L2 | H | D | D1 | D2 | b | z-d | DN" | D" | D1" | D2" | b" | z"-d" | ||
| A49H-4 | 150 | 220 | 230 | 240 | 486 | 300 | 250 | 204 | 30 | 8-25 | 200 | 360 | 310 | 278 | 34 | 12-25 |
| A49H-4 | 200 | 270 | 295 | 330 | 615 | 375 | 320 | 260 | 38 | 12-30 | 300 | 485 | 430 | 390 | 40 | 16-30 |
| A49H-4 | 250 | 300 | 350 | 370 | 646 | 445 | 385 | 313 | 42 | 12-34 | 350 | 550 | 490 | 450 | 44 | 16- |
安装说明:
1、主安全阀阀门必须垂直安装在设备的zui高位置。
2、主安全阀紧固在支座上,支座承受主安全阀排汽时产生的反座力。
3、主安全阀排汽管应有专门吊架,排汽管重量不得加在主安全阀上,主安全阀与排汽管之间的连接法兰应消除任何的附加预应力。
4、主安全阀排汽管的zui低点应考虑疏水,以免排汽时产生水击。
公称压力:表示安全阀在常温状态下的zui高许用压力,高温设备用的安全阀不应考虑高温下材料许用应力的降低。安全阀是按公称压力标准进行设计制造的。
开启压力:也叫额定压力,是指安全阀阀瓣在运行条件下开始升起时的进口压力,在该压力下,开始有可测量的开启高度,介质呈可由视觉或听觉干支的连续排放状态。
排放压力:阀瓣达到规定开启高度时的进口压力。排放压力的上限需服从国家有关标准或规范的要求。
超过压力:排放压力与开启压力之差,通常用开启压力的百分数来表示。
回座压力:排放后阀瓣重新与阀座接触,即开启高度变为零时的进口压力。
启闭压差:开启压力与回座压力之差,通常用回座压力与开启压力的百分比表示,只有当开启压力很低时采用二者压力差来表示。
背压力:安全阀出口处的压力。
额定排放压力:标准规定排放压力的上限值。
密封试验压力:进行密封试验的进口压力,在该压力下测量通过关闭件密封面的泄漏率。
开启高度:阀瓣离开关闭位置的实际升程。
流道面积:指阀瓣进口端到关闭件密封面间流道的zui小截面积,用来计算无任何阻力影响时的理论排量。
流道直径:对应用于流道面积的直径。
帘面积:当阀瓣在阀座上方时,在其密封面之间形成的圆柱面形或圆锥面形通道面积。
排放面积:阀门排放时流体通道的zui小截面积。对于全启示安全阀,排放面积等于流道面积;对于微启式安全阀,排放面积等于帘面积。
理论排量:是流道截面积与安全阀流道面积相等的理想喷管的计算排量。
排量系数:实际排量与理论排量的比值。
额定排量系数:排量系数与减低系数(取0.9)的乘积。
额定排量:指实际排量中允许作为安全阀适用基准的那一部分。
当量计算排量:指压力、温度、介质性质等条件与额定排量的适用条件相同时,安全阀的计算排量。
频跳:安全阀阀瓣迅速异常地来回运动,在运动中阀瓣接触阀座。
颤振:安全阀阀瓣迅速异常地来回运动,在运动中阀瓣不接触阀座。
安全阀应定期进行检验,包括开启压力、回座压力、密封程度等,其要求与安全阀的调试相同。当检验不合格时应解体,详细检查各零部件是否有裂纹、伤痕、磨损、腐蚀、变形等,并进行修复或更换后组装再进行检查。安全阀定期检验的周期可与所用的容器检验周期相同。
订货须知:
一、①产品名称与型号②口径③是否带附件以便我们的为您正确选型④使用压力⑤使用介质的温度。
二、若已经由设计单位选定公司的型号,请型号直接向我司销售部订购。
三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,由我们的阀门公司专家为您审核把关。产品所属安全阀选型,感谢您访问我们申弘阀门的如有任何疑问.您可以致电给我们,我们一定会尽心尽力为您提供优质的服务。如需要了解更多其它阀类产品的信息可以点击减压阀查看。
 |
 |
 |
请输入账号
请输入密码
 =
= 请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,万喜堂彩票app下载中心对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。

| 评价时间 | 类别 | 详细内容 | 评价者 | IP地址 |




 万喜堂彩票app下载中心
万喜堂彩票app下载中心
 请输入计算结果(填写阿拉伯数字),如:三加四=7
请输入计算结果(填写阿拉伯数字),如:三加四=7 