
万喜堂彩票 
万喜堂彩票
滚丝轮使用注意事项:
1、滚丝机床精度差,振动大,运转不正常下服役;
2、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
3、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC
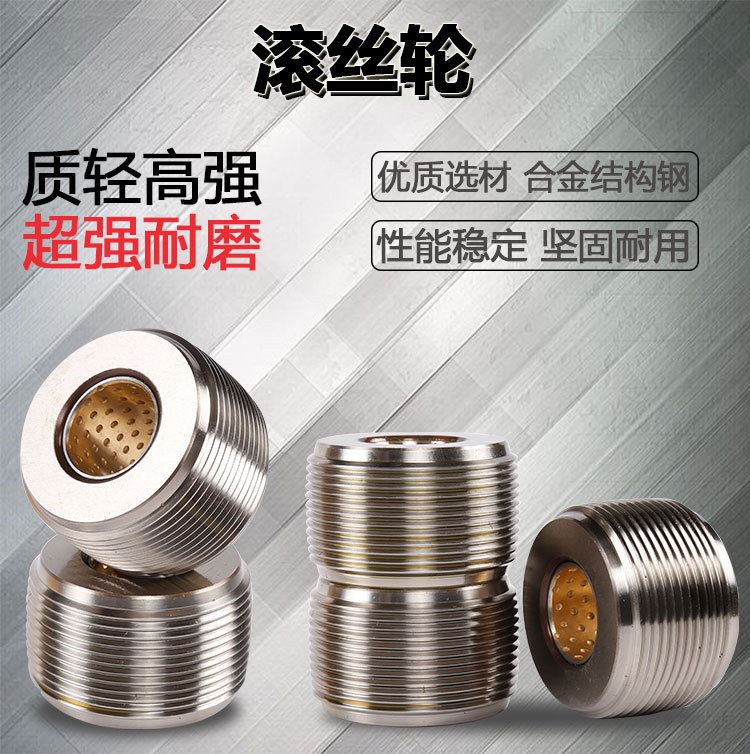
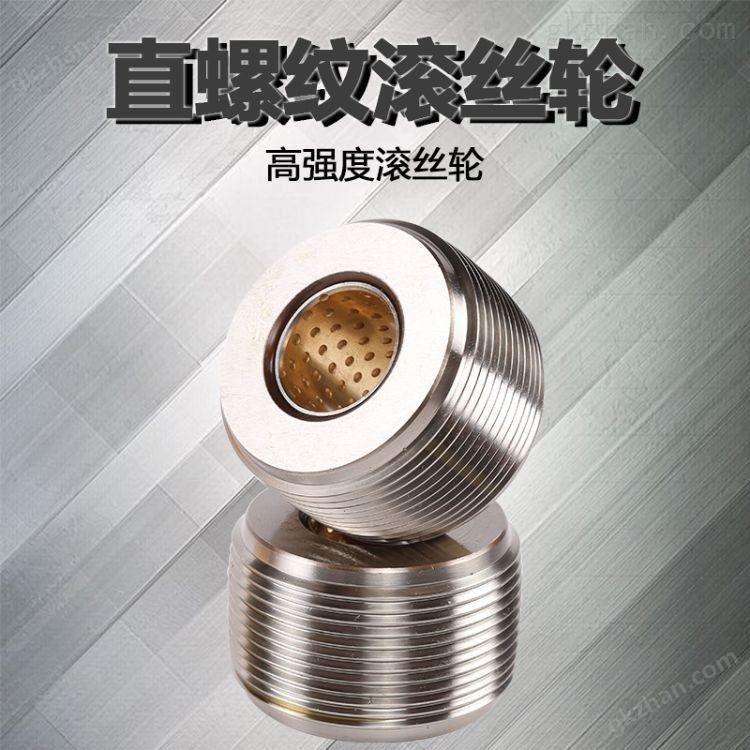
滚丝轮是在滚丝机上利用金属塑性变形的方法滚压出螺纹的一种工具。 适用于钢筋直螺纹剥肋滚轧工艺。
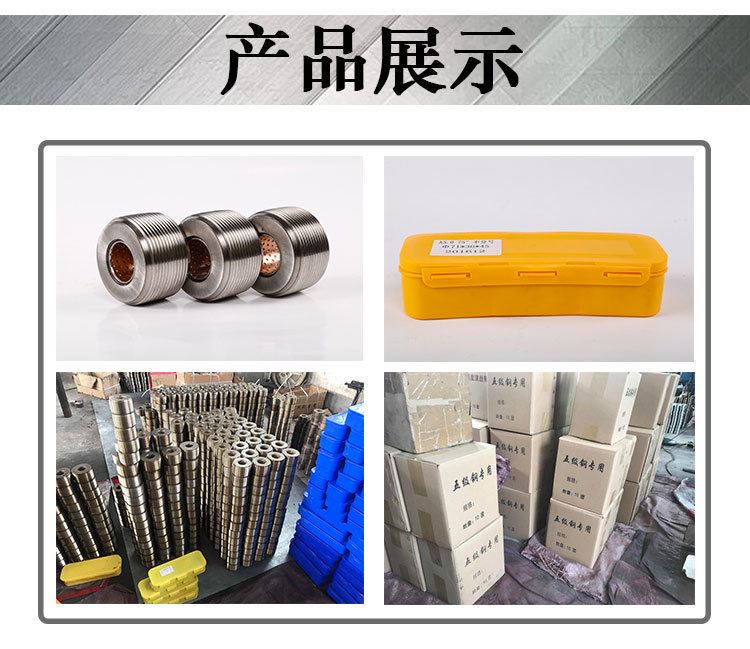

在滚丝机上利用金属塑性变形的方法滚压出螺纹的一种工具。英文名称:cylindrical die roll
滚丝轮使用注意事项:
1、滚丝机床精度差,振动大,运转不正常下服役;
2、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
3、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
5、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;
6、滚丝轮出厂前必须充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。
滚丝轮的螺距不是与直径相配的,其螺距是固定的,而直径会有所不同。像1mm的螺距会有几种不同直径的滚轮,比如70直径的就会有1、1.5、2、2.5等不同螺距,选择滚丝轮首先选螺距,再看用多大的轮适用于滚压。
钢筋滚丝机特点:
1、第二代剥肋滚轧直螺纹机床,是研制的多功能滚丝车床,可以滚轧60度角的螺纹丝口,也可以剥肋滚轧75度角的螺丝口,只需更换滚丝轮即可。
2、用一个滚盘就可以完成12至50的钢筋剥肋滚轧。
3、滚丝车床滚丝后自动回车。
4、设计合理,使用维护方便,更换*仅需2分钟。
5、*采用自动开合结构,钢筋一次装夹,30秒完成丝头加工,效率高。
6、采用滚丝轮冷轧工艺,钢筋丝头加工“模具化”,精度高,合格率*。
7、操作方便快捷,用一个滚丝盘即可一次性完成对φ12-φ40mm的HRB335级和HRB400级带肋钢筋的剥肋和滚轧。
滚丝机易损配件:
(1)滚丝轮:
材质 单价(元)/套 工作寿命
高强度 240.00 15000个丝头左右
中档 180.00 10000个丝头左右
普通 130.00 6000个丝头左右
(2)滚丝刀片:
材质 单价(元)/副 工作寿命
高强度 30.00 6000个丝头左右
普通 25.00 3000个丝头左右
您感兴趣的产品 PRODUCTS YOU ARE INTERESTED IN










智能制造网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
 =
= 请输验证码





 请输入计算结果(填写阿拉伯数字),如:三加四=7
请输入计算结果(填写阿拉伯数字),如:三加四=7 