功能丰富 实时交流
移动端访问更便捷
订阅获取更多服务
关注获取更多资讯
实时接收采购订单
抖音 百家号 快手 B站 视频号 今日头条 西瓜视频 小红书
抖音
百家号
快手
B站
视频号
今日头条
西瓜视频
小红书
产品| 公司| 采购|资讯
返回产品中心
联系我们时请说明是 万喜堂彩票 上看到的信息,谢谢!
1 引言
外圆磨床是对胚件外圆进行研磨,并对胚件尺寸精加工、同时通过精加工实现胚件表面光洁度。因此,外圆磨床是加工精度很高的机床。而其加工的工件也相对固定,这就给中达通用型数控系统提供了展现高开放性的很好平台。 中达通用型数控系统的显示画面、内部PLC、I/O点规划、内部参数规划都是开放的,可依照需求修改和规划,能实现对相对固定工件加工数据的直观输入,不需修改G代码程序,使操作者的工作简单、简化,提高效率。
2 外圆磨床工作原理
外圆磨床使用两个伺服轴X、Y。电机带动夹头和工件旋转,同时,砂轮也旋转,工件和砂轮旋转轴心是平行于X轴的两个轴,旋转方向相反,通过砂轮和工件表面的摩擦加工工件。两个伺服轴X轴、Y轴的移动,改变工件的直径和形状。外圆磨床属于精度较高的机床,对基台、丝杠、数控系统、伺服的要求都比较高。传统外圆磨床是用液压带动Y轴运动,这使加工工件受到很大限制。使用数控之后,Y轴的位置和速度的可控性、NC程序的自动修整砂轮,使加工工件的范围大大增大。
3 基于台达自动化平台的数控外圆磨床解决方案
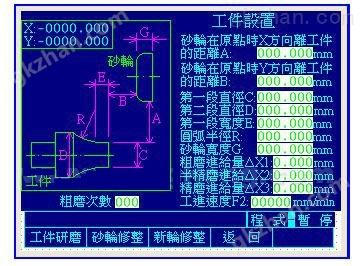
由于使用需求和设计的不同,不同机床的机械和电气设计也不尽同,中达通用型数控系统的开放性,能满足每台机床的特殊要求。 依托母公司台达系列齐全的自动化产品,中达能以、简便、高效的方式,为机床客户量制解决方案。采用由中达高开放性PUTNC-H4C-2数控系统、台达ASDA-B伺服系统、VE系列变频器组成的数控磨床整体解决方案,能使机床制造商、最终客户都得到满意服务与效益。 3.1 PUTNC-H4C-2数控系统的技术特点 台达PUTNC-H4C-2数控系统如图1所示。工件定义画面如图2——图5所示。 (1)开放式的系统架构,内含嵌入式PLC,能满足各类制造商的不同要求。 (2)高清晰LCD液晶显示,用户可自行规划画面内容。 (3)最多驱动3路伺服轴(X、Y、A)。 (4)配合PLC开发,可自定义按键功能,使操作更灵活。 (5)提供标准24点输入和16点输出,可选配I/O扩展单元,56点输入,64点输出。
图 1 PUTNC-H4C-2 数控系统
图 2 工件选择画面
3.4 NC程序范例 (1)新砂轮修整程序:新砂轮修整是要把一个新的平砂轮,修整成如图4所示的砂轮,一侧是一个一定半径、一定弧度的圆弧。这个圆弧的半径和弧度是根据待加工工件的圆弧的半径和弧度计算所得,待加工工件如图4中所示。 o0005 G65 P#460 L3 A#342 B2. G65 P#464 L31 A12.5 B4200 G65 P#465 L32 A12.5 B4200 G65 P#466 L03 A12.5 B#465 G65 L1 P#461 A0 G00 Y-#460 X-#341 G01 V-2. F#345 N10 G03 U-#466 V#464 R12.5 G02 U#466 V-#464 R12.5 V-16. V15.960 G65 L2 P#461 A#461 B1 G65 P10 L84 A#461 B250 G01 V-0.01 G03 U-#466 V#464 R12.5 G02 U#466 V-#464 R12.5 V-10. V10. G01 V0.005 G03 U-#466 V#464 R12.5 G02 U#466 V-#464 R12.5 V-10. V10. M02
(2)工件2加工程序: 因为加工工件的砂轮一侧有圆弧型,所以需使用刀具半径补偿的指令G40、G41、G42。需要在MCM参数中做出设定: ;022 Tool #1 radius compensation(组R刀具半径补正值设定)。 o0002 G65 P#430 L3 A#322 B20. G65 P#431 L2 A#321 B12.5 G65 P#432 L3 A#431 B#326 G65 L1 P#433 A0 N20 G00 Y-#430 X-#321 G41 X-#431 Y-#430 D1 U-#328 V-#328 G01 V-35. F#331 G03 U#326 V-#326 R#326 G01 V#326 G40 X-#432 Y-#430 G65 L2 P#433 A#433 B1 G65 L84 P20 A#433 B#332 U-#329 V-#329 G01 V-35. F#331 G03 U#326 V-#326 R#326 G01 V#326 G40 X-#432 Y-#430 U-#330 V-#330 G01 V-35. F#331 G03 U#326 V-#326 R#326 G01 V#326 G40 X-#432 Y-#430 M02
4 台达伺服系统与变频器
4.1 ASDA-A系列交流伺服系统 ASDA-A系列进阶型交流伺服系统和ASDA-B标准型交流伺服系统是台达电子集团分别于03年和05年推出的2款主流伺服产品,能够满足工业用户的需求,特别在CNC机床的应用上,性能表现更加优异。台达伺服针对于CNC机床领域特点: (1)内建完整的三种(位置/速度/转矩模式)基本控制机能,可以方便的和上位控制器连接。 (2)动态响应性好,伺服整定时间1ms、空载状态下-3000RPM~3000RPM的加速时间10ms。 (3)PDFF(Pseudo-Derivative Feedback and Feedforward)强健式控制架构相应更快速、对外部干扰有更强的抑制补偿能力,从而能够保证车刀切削瞬间,或其它外力突然介入时,伺服定位或定速被影响很少,如图5所示。 (4)伺服的自动增益调整功能,能自动评估负载情况并合理设置伺服增益,从而使伺服调试更简单、更快捷,且伺服定位更精准,无超越量和加速度过冲。 (5)提供共振抑制功能和低通滤波器功能,能有效弥补机械的不足和缺陷。 (6)台达ASDA-A系列进阶型交流伺服系统更具有分度定位功能,配合CNC系统PLC的I/O规划,能轻松实现伺服刀库控制。
4.2 台达VFD-VE系列磁束向量控制交流变频器 VFD-VE系列是台达为满足市场于2007年推出的一款全新产品,其频率输出范围为0~600Hz,而V2H型的输出更高达3600Hz,完满足CNC机床高速主轴的控制需求。利用*位置控制功能,配合H4CL-T系统的C轴机能亦可实现主轴任意角度分度功能。 VFD-VE系列交流变频器特点: (1)内置V/F,向量控制;转矩控制,以及位置控制功能。 (2)频率输出范围为0~600Hz,机型的输出更高达3600Hz。 (3)速度控制精度:FOC+PG闭回路控制,可达+/-0.02%。 (4)低速力矩:0.5HZ可达150%。 (5)可做马达参数和负载惯量估测以及高速弱磁曲线估测功能。 (6)机械煞车控制功能、瞬时停电时减速功能。 (7)马达温度回授保护(PTC)功能。
5 结束语 当今加工业飞速发展,而自动化产品在加工业大量应用。可以看出,加工行业正在整体向自动化控制迈进。中达通用型数控系统具有高开放性、高稳定性的特点,在很多专用加工机械上都有很大的发展空间和潜力,再配合中达其他自动化产品——如伺服系统、变频器、编码器、导轨丝杠等,组成的整体解决方案,不仅能使客户的机床产品在稳定性和质量上都有质的飞跃,而且也能使机床所加工出来的产品,在质量和效率上都有很大程度提高。
赫尔纳供应西班牙Doimak外圆磨床RCN G
赫尔纳-供应的德国INTEGRAL液压缸
德国HERZOG双盘磨床
赫尔纳-供应star-su磨床
GN磨床MPS 2 R300 S--赫尔纳(大连)公司
德国GN磨床MPS 2 R300 S--赫尔纳
德国G N磨床MPS 2 R300 S
德国G N金刚石打磨片D46
多功能工具磨床报价
德国MIKROSA磨床
HERZOG双盘磨床
HERKULES磨床
KAPP磨床
原包装ANCA磨床
*您想获取产品的资料:
个人信息:
Copyright tsyxdc.sbs , all rights reserved
万喜堂彩票-工业4.0时代智能制造领域“互联网+”服务平台
会员登录 新用户注册 >
请输入账号
请输入密码
请输验证码
联系方式
北京世纪长秋科技有限公司
如需紧急咨询,欢迎您的来电
 万喜堂彩票APP
万喜堂彩票APP  万喜堂彩票手机站
万喜堂彩票手机站  万喜堂彩票小程序
万喜堂彩票小程序  万喜堂彩票官微
万喜堂彩票官微  万喜堂彩票服务号 万喜堂彩票APP 万喜堂彩票手机站 万喜堂彩票小程序 万喜堂彩票官微 万喜堂彩票服务号
万喜堂彩票服务号 万喜堂彩票APP 万喜堂彩票手机站 万喜堂彩票小程序 万喜堂彩票官微 万喜堂彩票服务号