万喜堂彩票
 免费会员·3年
免费会员·3年 
 具体成交价以合同协议为准
具体成交价以合同协议为准

产品介绍

不锈钢直缝焊管(氩弧焊)在线涡流自动化检测系统

部分:项目概述及技术参数
1.项目概述
客户生产不锈钢直缝焊管,在焊管机上配置在线涡流自动化探伤检测系统。协议中所涉及设计图片仅作为原理说明,实际产品以实际交货为准,但偏差不大。

1.1检测工件信息:
| 检测对象名称 | 不锈钢直缝焊管,圆管 |
| 材料 | 不锈钢(2、3系等) |
| 尺寸规格 | 规格:φ9mm-35mm,壁厚0.2-0.4mm。 |
| 焊缝宽度 | ≈1mm |
| 长度 | 长在线探伤,探伤完后飞锯切管或盘管 |
| 弯曲度 | 1.5mm/m(检测工位处) |
| 圆度 | 圆管≤0.1mm |
| 粗糙度 | 管壁及焊缝(有刮毛刺)≤3.2 |
| 硬度 | 较硬 |
| 在线速度 | 焊接速度: 0.6≤10m/min(氩弧焊一般速度较慢) |
| 检测部位温度 | 80-100℃或常温 |
1.2检测要求及精度标准
| 检测执行标准 | ||
| 标准编号 | 标准名称 | 等级 |
| YB/T 4083-2011 | 涡流自动化探伤系统综合性能检测方法 | / |
| GB/T 7735-2004 | 钢管涡流探伤检验方法 | B级() |
1.3系统技术参数
系统名称:不锈钢直缝焊管在线涡流自动化检测系统
检测方式:在线穿过式双通道涡流检测
控制模式:自动+手动
仪器及探头:涡流仪器:公司自主研发的双通道数字高智能涡流探伤仪及探头。
检测平台:自主研发的核心检测平台。
检测操作简述:根据检测要求调整好探伤仪技术参数、检测标准样件;
根据工件规格调整探头及探头位置;
探伤系统检测工件、报警、打标;
根据报警调整焊接设备(模具、焊头)
探伤主机做好数据记录、存储、分析等工作;
自动生成探伤报告。
1.4重要的系统性能参数:
| 序号 | 名称 | 技术参数 | 备注 |
| 1 | 端头盲区 | ≤100m | 取决于测试速度 |
| 2 | 稳定性 | 8小时后£2dB | 测试标样 |
| 3 | 喷标精度 | ±50mm | 测试标样 |
| 4 | 漏报率 | 0% | 测试标样 |
| 5 | 误报率 | ≤2% | 测试标样 |
| 6 | 检测速度 | 0.6≤600m/min 氩弧焊根据客户焊接速度调整 | 取决买方焊接速度,速度可达600m/min(本项目为不锈钢氩弧焊,速度较慢) |
第二部分:检测系统描述及配置
2.1穿过式涡流检测原理:
涡流检测是把导体接近通有交流电的线圈(简称探头),由线圈建立交变磁场,该交变磁场通过导体,并与之发生电磁感应作用,在导体内建立涡流。导体中的涡流也会产生自己的磁场,涡流磁场的作用也会改变原磁场的强弱,进而导致线圈电压和阻抗的变化。因此当导体表面或近表面出现缺陷或测量的金属材料发生变化时,将影响到涡流的强度和分布,涡流的变化又引起了检测线圈电压和阻抗的变化,根据这一变化,就可以间接地知道导体内缺陷的存在及金属材料的性能是否有变化。

第三部分:检测系统描述及配置
3.1系统总体描述
整套(单套)在线系统包括:智能数字双通道探伤仪、定制探头架、探头、报警系统、打标系统、定制正版检测软件。

核心检测部位简图↑

在线涡流检测案例图片 ↑
重要说明:因氩弧焊接速度较慢,为达到检测效果,视规格要求分别采用穿过式、马鞍式检测。在仪器选择上,采用 瑞戈 联合研发团队专门针对不锈钢直缝焊管氩弧焊研发的,拥有行业技术的滤波参数的仪器。
3.2系统工作流程
本项目根据检测要求调整好探伤仪技术参数、检测标准样件→将工件手动通过探头特定位置→工件自动匀速前进→检测探头自动进行检测→检测完毕后→当系统检测到工件缺陷时自动报警→调整焊头→探伤主机做好数据记录、存储、分析等工作。可以实现99%覆盖检测,做到。并可对当班检测情况自动生成检测报告:检测批次、数量、缺陷数量等。
3.3仪器、软件、探头配置
3.3.1 涡流探伤仪 (超低速氩弧焊专用)
3.3.1.1 HET系列 双通道涡流检测仪概述 (决定检测效果的核心技术)
智能数字涡流探伤仪(HET系列)是采用大规模进口集成电路,结合的涡流技术、光电技术、微机控制的全自动检测机器。配以精美设计的机械传动装置,形成完整的机电一体化系统,采用WINDOWS操作平台编写的软件使仪器使用更为简便、智能。仪器性能稳定、可靠,具有自动化程度高、检测速度快,专用于高速检测金属、管、线材的在线探伤的涡流检测设备。
HET系列智能离线涡流探伤仪能够快速检测出各种不同材质的金属、管、线材的表面裂纹、暗缝、气孔、夹杂 和开口裂纹等缺陷具有很高的检测灵敏度。
HET系列涡流探伤仪具有50Hz~10MHz 测试频率范围,能够适应各种不同金属道的检测要求,多种*的报警模式,快速自动电子数字平衡,并且由于采用全数字化设计。因此,能够在仪器内建立标准检测程序,方便用户在改换不同规格的材料时调用。同时24小时实时保存检测数据,真正做到检测“有根有据”,确保复查“0”缺陷。

| HET系列 型仪器参数 |
| ◆ 检测通道:2(可扩展多通道) ◆ 频率范围:50 Hz~10 MHz, 连续可调 ; ◆ 对缺陷部位能准确及时提供反馈信号,并进行喷墨打标,打标位置、长度等可调; ◆ 打标精度:≤±50mm; ◆ 增益范围:0.0~99.0 dB 连续可调, 步进: 0.1 ◆ 漏判率:≤0%,误判率(误将合格品判断为不合格品)≤1% ◆ 相位旋转:0~359°连续可调,步进: 1 ; 信噪比≥10dB ◆ 延时硬件输出报警、实时硬件输出报警,多种报警窗模式; ◆ 自动形成检测报告(包括检测数量、合格数和不合格数); ◆ 自动记录显示缺陷数及其位置; ◆ 电源: 180-240V(-20% ~ +20%)50HZ±10% 环境温度:-20—55℃;环境湿度:≤85% ◆ 每台探伤仪安装的平面为:550×1000mm2,信号线走向为侧壁、底部都可以, ◆ 增益比:(X/Y)0.1~10.0; ◆ 可调探头驱动(激励)等级:1~8 ; ◆ 快速数字/模拟电子平衡; ◆ 滤波系数:1-30000 ◆ 干扰系数:0-100 ◆ 具有端头、端尾信号切除功能; ◆ 消隐显示系数:1~400 ◆ 数字滤波:低通(0Hz~2000Hz)高通(0Hz~2000Hz);采用专业的“数字滤波”,有效抑制现场干扰信号,保证检测的准确性和稳定性, ◆ 稳定性:8小时≦2dB ◆ 非等幅、非对称相位报警区域设定; ◆ 多中显示方式:阻抗、时基; ◆ 声光报警输出; ◆ 具有延时、定长打标; ◆ 内、外时钟选择; ◆ 可大量存储各种检测程序和检测数据; ◆ 可涡流信号回放扩展功能,测量缺陷的幅值、相位、数字值; ◆ 显示方式:实线、消隐; ◆ 中英文操作语言、在线帮助; ◆ 直角坐标系与极坐标系背景选择; ◆ 自动日历、时间显示; |
3.3.1.2检测系统软件
仪器采用全数字化设计,内置电脑,无需繁多的控制旋钮拨盘开关,全部功能与操作由软件控制完成,因此,安装与调试十分简单。全部操作都在键盘上完成,并有中文屏幕说明和操作提示,因而,无需专门培训即能操作使用本仪器。
运行界面参考图如下图所示:

A扫——多通道
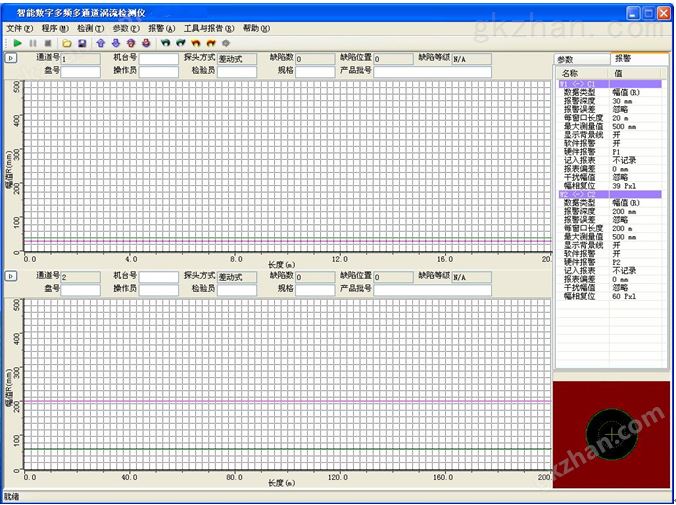
B扫描-多通道
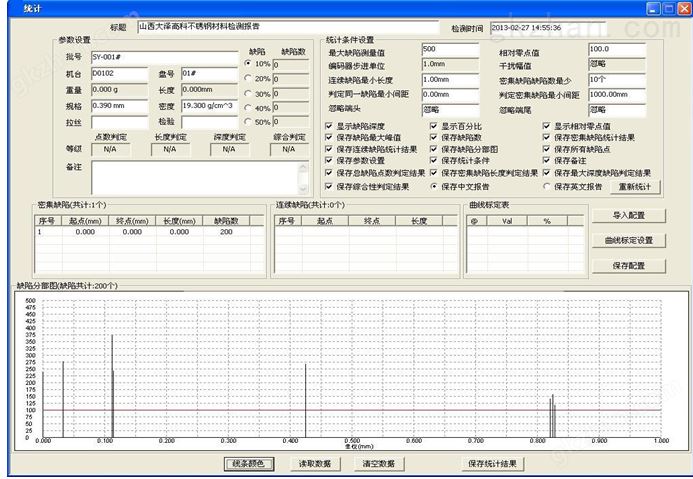
| 检测报告设置 仪器部分功能 | |
| 数据保存 和查询 | DAT文件包: 实时自动保存检测数据,用户可在任何时刻查看数据,可在办公室或者家里的电脑使用“回放”功能,检测检测结果,做到每个工件检测的情况有检测记录和对应检测结果情况。 |
| 报警 设置功能 | 可根据用户对缺陷大小或者验收标准不同而灵活调整,也可满足不同的检测径的钢而设置不同大小区域的报警方式。ET0x具有*的“报警设置功能”,非等幅和相位报警,扇型和方窗等多种报警模式。 |
| 参数设置 | 可根据用户的需要,设置不同的通道检测参数,保存到仪器里面,随时可使用、查询。 |
| 报警输出 | 仪器可通过声、光报警,同时通过硬件I/O输出,连接机械自动化分选系统,达到全自动化检测的需求。 |
| 检测报告 | 仪器实时自动统计检测数量,合格数和不合格数,合格率,检测人员,检测日期,检测相关的参数。 |
3.3.2探头的布局及配置:
3.3.2.1涡流探头及探头组合设计
瑞戈公司根据客户的材料、规格、检测要求、精度、速度等参数量身定制涡流探头及导套。本项目根据买方规格范围,探头配置:穿过式探头(本项目因材料的特性决定无需磁饱和装置及退磁装置)
该项目φ10-40采用穿过式探头,穿过式每种工件规格配备一个探头/导套。
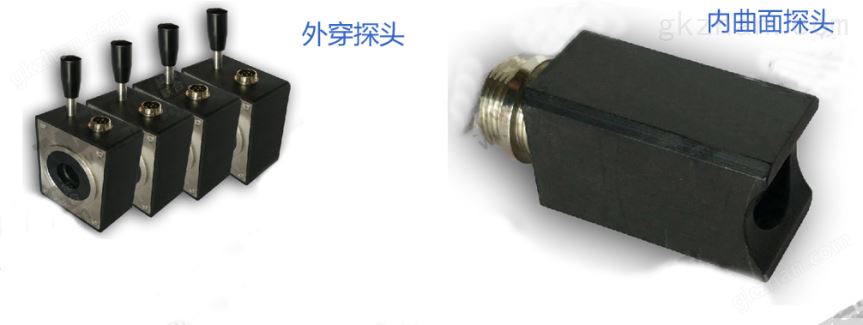
穿过式探头 马鞍式探头
3.4机械系统
3.4.1主要包括定制检测平台,在线系统检测动力主要来自拉拔生产线,不需要复杂机械机构。
3.4.2声光报警及输出部分:
声光报警器与仪器实时报警输出端相连,接通电源。当探头经过缺陷,在显示屏上显示出缺陷同时,仪器输出信号给声光报警器,控制报警器内的继电器闭合,形成通路。产生报警并在缺陷位置进行喷墨打标(必要时)。
3.4.3打标控制器:
在检测过程中,如果要对缺陷位置进行打标,由于探头和打标机是存在一定距离,因此报警后需要延时一定时间在打标。此外当探头检测到某个缺陷后,如果该缺陷还未到达打标机,有可能再出现其他缺陷,因此打标延时单元还应具备记忆功能。
该高精度打标模块延时时间连续可调。仪器工作时,当检测到有报警缺陷时,仪器除了声音报警、屏幕显示报警和实时报警外,还输出报警信号到该打标控制单元。当设定好的延时时间到达后,控制启动打标机,在缺陷处打出标记。该高精度延时打标模块还可用于控制飞锯等外部机构,实现生产、检测、分选自动化。
延时时间根据实际应用场合而定。例如,检测速度0.5米/秒,探头和打标机(或飞锯)的距离为2米,则延时时间T为:T=D/V=4秒。

3.5 电气控制系统
在线检测无需复杂的电气控制系统,可提供报警信号输出,客户可选择停机修理、调整模具等动作。
第四部分:公共设施条件
| 序号 | 名称 | 内容 | 消耗量 |
| 1 | 电 | 控制电源:AC 220V±10%(如用DC24V则自供) | 1KW/h |
| 2 | 厂房内温度 | 冬季温度:-10 ℃ 夏季温度:+ 40 ℃ |
第五部分:产品清单及数量(单套)
| 序 号 | 系统 | 设备名称 | 规格型号 | 数量 | 备注 |
| 1 | ET系统 | 智能数字双通道涡流探伤仪(包括标准附件) | HET系列 | 壹套 | |
| 穿过式探头/导套组合 | A02 | 叁套 | |||
| 探头架 | 定制 | 壹套 | |||
| 2 | 辅助系统 | 报警系统 | A0201 | 壹套 | |
| 打标系统 | A0202 | 壹套 | |||
| 自动化检测模块 | A0203 | 壹套 | |||
| 3 | 检测软件 | 涡流检测软件(升级) | NDT-ET02 | 壹套 | |
| 4 | 随机资料 | 相关图纸、资料、光盘等 | 壹套 | ||
| 5 | 设备运输费用 | 国内 | |||
| 6 | 安装调试及培训 | 1次 | |||
第六部分:验收内容
6.1.1买方提供2根样管(或根据焊管机组),长度为2m。材料性能、焊接工艺必须保证无缺陷无损伤。由买方负责刻伤。如买方有需要,卖方可协助买方进行刻伤。
6.1.1具体刻伤尺寸及验收内容按照以下标准进行:
GB/T 7735-2004 钢管涡流探伤检验方法 B级 刻孔(焊缝或基体)
YB/T 4083-2011 钢管自动化涡流探伤系统综合性能测试方法
6.2验收方式:
对客户提供的两根根样管进行自动化检测,每根重复100次,其检测漏报率:0% 误报率:2% 。周向灵敏度:≤4db 信噪比:10dB 喷标精度:100mm,稳定性 4小时后2dB 各项指标达标后,则验收为合格。
第七部分:设计和制造的卖方标准(标准条款)
7.1机械设备、气动及电气系统符合中华人民共和国的GB 标准和JB标准;进口的气动及电气元件应符合CE 或其他相应的国际标准,并符合IEC安全规范;所有零部件和各种仪表的计量单位全部采用国际单位(SI)标准。(必要时)
7.2仪器仪表设计生产符合使用强制性标准条文(必要时)。
7.3产品包装运输采用包装设计、生产、制造和检验包装产品质量的技术依据按GB1.7《标准化工作导则产品包装标准的编写规定》第3章的规定施行。(必要时)
7.4产品所有器件严格按高低压测试标准进行检验,和安全性测试。(必要时)
7.5整机按涡流探伤方法法中规定的技术性能指标进行检验测试。(必要时)
7.6机械、电气按机械安全标准汇编,充分考虑人员的安全性和环境合格标准。
7.7提供产品检测报告。(必要时)
7.8每一道生产环节都可追溯。
7.9应该按ISO9000标准生产、控制质量。
第八部分: 质量保证、售后服务、培训
8.1 质量保证
质量保证期为验收合格后一年,从最终验收签字之日起计算。
8.2售后服务
8.2.1卖方保证在一般情况下,在收到用户的售后服务要求(附设*描述)的通知后,在24小时内通过电话、或做出答复、诊断、排除设备所出现的故障。
8.2.2质保期内售后服务由卖方免费负责。在保修期内制造厂商应在接到用户通知的8小时内做出响应,5个工作日修复或更换有故障的零部件设备以保证恢复正常运行。
8.2.3正常使用,经本公司售后服务部技术人员确认属工艺或材质缺陷引起的故障,且未经拆修,仪器及主机系统自验收合格之日起保修1年。
8.2.4产品终身维修。(客户必须有填写详细、真实的有效购买凭证,发票和保修卡等)
8.2.5提供软件系统升级.
8.3. 员工培训承诺
乙方将为甲方的技术人员进行培训,即:基本的检测原理、操作流程、设备维护等。通过这些培训,确保甲方技术人员能全面深入地掌握乙方所提供设备的基本原理和调试方法,具备使用、维护、操作及故障处理的能力,并同时具备根据工艺和设备的要求,对有关进行维护的能力。
| 序号 | 培训名称 | 培训方式 | 时间 约为 | 人数 (客户可自定) | 地点 |
| 1 | 仪器参数调节及操作 | 项目现场 | 0.5h | 3-5人 | 买方或卖方工厂 |
| 2 | 无损检测原理及其调试大纲 | PPT或者 现场 | 1.0h | 3-5人 | 买方或卖方工厂 |
| 3 | 设备维护保养、安全知识 | PPT或者 现场 | 0.5h | 3-5人 | 买方或卖方工厂 |
相关产品
-
 ¥面议
¥面议 -
 ¥面议
¥面议 -
 ¥面议
¥面议

 请输入计算结果(填写阿拉伯数字),如:三加四=7
请输入计算结果(填写阿拉伯数字),如:三加四=7  =
= 

