万喜堂彩票 
万喜堂彩票
编号:6ES7288-3AM03-0AA0品牌:西门子/SIEMENS型号:EM QM06净重:0.17KG数量单位:1件
6ES7288-3AM03-0AA0
ANALOG I/O EM AM03, 2AI/1AO
运动控制
三轴 100 kHz 高速脉冲输出,实现精确定位
运动控制基本功能
· 标准型晶体管输出CPU 模块,ST40/S T60 提供3 轴100 kHz高速脉冲输出,支持PWM(脉宽调制)和PTO 脉冲输出
· 在PWM 方式中,输出脉冲的周期是固定的,脉冲的宽度或占空比由程序来调节,可以调节电机速度、阀门开度等
· 在PTO 方式(运动控制)中,输出脉冲可以组态为多种工作模式,包括自动寻找原点,可实现对步进电机或伺服电机的控制,达到调速和定位的目的
· CPU 本体上的Q0.0,Q0.1 和Q0.3 可组态为PWM 输出或高速脉冲输出,均可通过向导设置完成上述功能
PWM 和运动控制向导设置
为了简化您应用程序中位控功能的使用,STEP7- Micro/WIN SMART 提供的位控向导可以帮助您在几分钟内全部完成PWM、PTO 的组态。该向导可以生成位控指令,您可以用这些指令在您的应用程序中对速度和位置进行动态控制。
PWM 向导设置根据用户选择的PWM 脉冲个数,生成相应的PWMx_R UN 子程序框架用于编辑。
运动控制向导最多提供3 轴脉冲输出的设置,脉冲输出速度从2 0 H z 到1 0 0 k H z 可调。
运动控制功能特点
· 提供可组态的测量系统,输入数据时既可以使用工程单位(如英寸或厘米),也可以使用脉冲数
· 提供可组态的反冲补偿
· 支持、相对和手动位控模式
· 支持连续操作
· 提供多达32 组运动动包络,每组包络最多可设置16 种速度
· 提供4 种不同的参考点寻找模式,每种模式都可对起始的寻找方向和最终的接近方向进行选择
运动控制的监控
为了帮助用户开发运动控制方案,S TEP 7- Micro/WIN SMART 提供运动控制面板。其中的操作、组态和包络组态的设置使用户在开发过程的启动和测试阶段就能轻松监控运动控制功能的操作。
· 使用运动控制面板可以验证运动控制功能接线是否正确,可以调整组态数据并测试每个移动包络
· 显示位控操作的当前速度、当前位置和当前方向,以及输入和输出LED(脉冲LED 除外)的状态
· 查看修改在CPU 模块中存储的位控操作的组态设置
应用案例 :
套标机作为后段包装技术含量较高的设备之一,适合各种容器瓶、罐、各种形状及材料的收缩膜包装 ( 如食品、饮料、制药等行业中各式塑料瓶、玻璃瓶、PVC、铁罐等容器 ),可与生产线全面连线作业或单机作业,对空瓶或填充后均可进行包装。套标机的出现实现了全自动快速包装,大幅降低了人工费用,同时提升了包装效果。传统套标机主要以单机头为主,能够满足瓶身单次套一个标的需求,但在瓶口和瓶身都需要套标的情况下,就需要两台套标机,一方面造成安装空间过大,另一方面与其他工艺段连接也不方便。而双机头套标机则可以有效的解决以上问题,减少了安装空间,也降低了成本。双机头套标机的工艺需求较为复杂,涉及到 4 个轴的伺服控制 ( 两个送标,两个切标 ) 及 1 路高速计数 ( 螺杆转速检测 )。本系统采用两个西门子 S7-200 SMART CPU 模块分别去控制两个轴,CPU 模块之间采用Modbus RTU 通讯,并采用 SMARTLINE 触摸屏对系统参数进行配置。一体化的 SMART 解决方案优化了机器性能,生产效率达 18000 瓶 / 小时,控制精度达到 ±1mm。
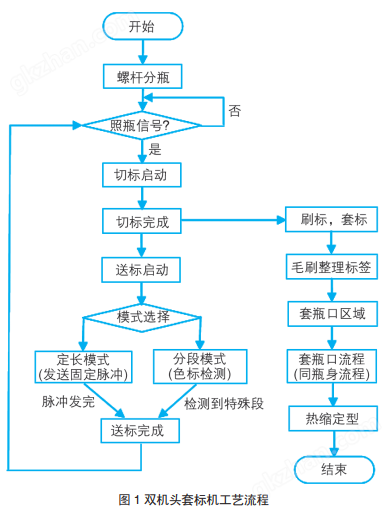
双机头套标机的工艺主要分为瓶身套标和瓶口套标两个部分。在分瓶螺杆将输送带上的待套瓶按一定间距分开后,设备就进入到瓶身套标工艺段。当瓶身待套区域检测电眼检测到来瓶时,瓶身切标伺服被触发动作,切标完成后刷标电机将标签快速刷下并套瓶,同时瓶身送标伺服启动,将固定长度 ( 定长切 ) 或分段长度 ( 色标检测长度 ) 送入待切区域准备下一次切标。瓶身毛刷将瓶身标签整理齐,主输送带将瓶送到瓶口套标的工艺段,当瓶口待套区域检测到来瓶时,瓶口的切标伺服开始动作,工艺流程与瓶身套标一致,当瓶口套标完成后,输送机将套好的瓶子送入热收缩箱进行缩紧定型。双机头套标机工艺流程如图 1 所示。
SMART 解决方案双机头套标机要求 4 个伺服定位过程,而且对定位的精度要求较高。目前面向经济型 OEM市场的 PLC 基本上只集成 2 路 100KHz的 PTO 功能,无法通过 1 台 PLC 满足工艺要求。另外,该设备的 I/O 点数较多,为 23DI,38DO。为了降低成本,选型时希望通过 CPU 模块标配集成的I/O 满足要求,而不使用扩展模块。因此选用 2 台西门子 S7-200 SMART PLC作为主控单元,每台 PLC 本体集成 3路 100KHz 的 PTO 输出,满足设备中 4路 100KHz 的 PTO 输出要求,PLC 之间通过 Modbus RTU 通讯的方式实现瓶身和瓶口套标过程的配合。
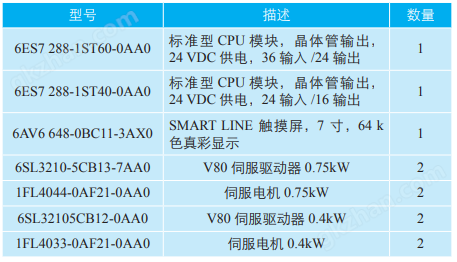
SMART LINE 触摸屏本体集成以太网接口,可连接3 台 S7-200 SMART 控制器。在本项目中,SMART LINE使用普通的网线与两台 S7-200 SMART 相连,可直接操作两台 PLC。硬件配置如附表所示。系统架构如图 2 所示。附表 电控系统方案配置
4 编程设计根据双机头套标机的工艺流程及使用到的PLC功能,PLC 程序开发分为三个部分:螺杆速度采集,切、送标的伺服控制以及 PLC 之间的通讯。4.1 螺杆速度采集通过一路高速计数器测量螺杆的转速脉冲,利用系统的定时中断,每隔 50ms 采样一次当前计数器的值,算出两次脉冲的差值,折算成螺杆转速 ( 转 / 分钟 )。螺杆转速 =(S2-S1)×1000×60/50(S1:上次脉冲数;S2:本次脉冲数 ),生产速度 = 螺杆转速 /20( 瓶 / 分钟 )。4.2 切标伺服控制切标控制时,伺服信号的给定采用脉冲 + 方向的方式。由于伺服驱动器选择了 1000 脉冲转一圈,并且伺服电机速度是 4500 转 / 分钟,可以计算得出速度=4500×1000/60=75000 脉冲 /s。根据多次的测试,加减时间设置成 0.2s。由于切刀的性能要求是速度快,对位置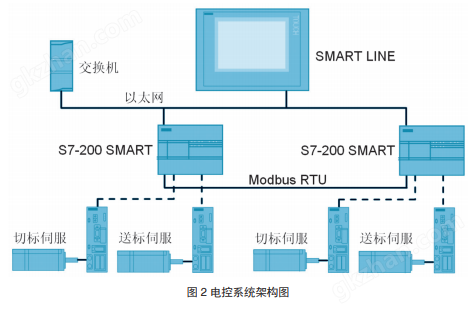
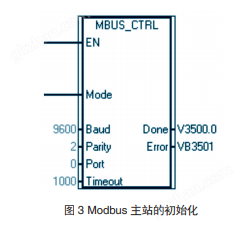
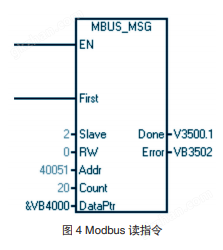
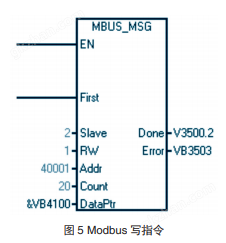
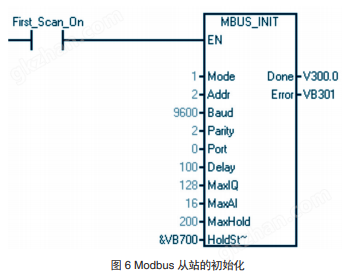
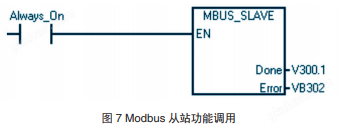
要求不高,所以采用速度模式。通过刀盘电眼检测刀盘进入凹槽区,确认切标完成,同时触发送标启动。4.3 送标伺服控制送标控制可采用定长切和分段切两种模式。(1) 定长切。即每次切的标签长度固定,只需走固定距离就可以,因此采样相对定位。通过向导生成运动控制子程序,在主程序中调用 GOTO 子程序,将 MODE 设置成 1 即为相对定位。(2) 分段切。通过色标传感器检测标签的透明段进行区分每段的距离。因为每次标签的实际长度不是固定的,所以采用速度模式,检测到透明短时停送标,GOTO 子程序,将 MODE 设置成 2,即为速度模式。4.4 通讯功能由于主输送带和螺杆由一台 PLC(ST60) 控制,另一台 PLC(ST40) 需要获取其状态,所以两台 PLC 采用Modbus RTU 协议进行通信,本系统中采用 ST60 做主站,ST40 做从站。ST60 调 用 MODBUS 主 站 库, 初 始 化 波 特 率 为9600,偶校验,选择口 0,超时检测设为 1s。然后分时调用 MBUS_MSG,作为读和写,读写周期为 300ms。通讯模块编程分别如图 3~7 所示。
4.5 HMI 画面设计触摸屏主要由主界面、瓶身操作界面、瓶身参数界面、瓶口操作界面、瓶口参数界面组成。(1) 主界面:显示厂家的基本信息,如厂家名称,地址,电话;(2) 瓶身操作界面:机头升降 ( 调试功能 )、分瓶启停、带瓶启停、主输送带启停、刷标启停、毛刷启停、主机启动、主机停止。(3) 瓶身参数界面:送标位置与速度设置,切标位置与速度设置。瓶口操作界面和参数界面与瓶身相同。除上述界面之外,还有高级设置登录界面和高级参数设置界面,部分操作画面如图 8 所示。

西门子小型 PLC S7-200 SMART集成了强大的运动控制功能,同时提供了简单易用的向导,设置完毕后可自动生成相应子程序,自动、手动、点动、运行、相对运动、速度模式、寻零、走包络等等。本案例中,调用 GOTO 子程序,只需要修改 MODE 的值就可以切换运动模式。在通讯方面,PLC 软件中自带的 MODBUS 主从站库,直接调用,分配存储区,实现 MODBUS RTU 的通讯非常便利。由于 RS485 是半双工的,所以需要分时进行读写操作。
您感兴趣的产品 PRODUCTS YOU ARE INTERESTED IN
智能制造网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
 =
= 请输验证码



















 请输入计算结果(填写阿拉伯数字),如:三加四=7
请输入计算结果(填写阿拉伯数字),如:三加四=7 