-
 万喜堂彩票APP
万喜堂彩票APP 功能丰富 实时交流
 万喜堂彩票手机站
万喜堂彩票手机站 移动端访问更便捷
 万喜堂彩票小程序
万喜堂彩票小程序 订阅获取更多服务
 万喜堂彩票官微
万喜堂彩票官微 关注获取更多资讯
 万喜堂彩票服务号
万喜堂彩票服务号 实时接收采购订单
万喜堂彩票APP 功能丰富 实时交流
万喜堂彩票手机站 移动端访问更便捷
万喜堂彩票小程序 订阅获取更多服务
万喜堂彩票官微 关注获取更多资讯
万喜堂彩票服务号 实时接收采购订单


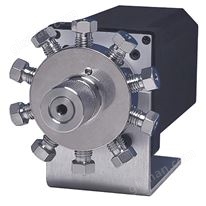
深孔刀具 分为粗刀,精刀。粗刀有硬质合金焊接结构的T型深孔粗、半精镗头专用型刀具和单刃可转位刀片结构的机夹刀具。精刀(浮动镗刀)选用硬质合金焊接结构,长短方位可少量调节,刀具与精镗头体中间选用浮动连接,适用深孔的精加工。
深孔刀具采用高品质可转位镀层刀片,具备加工效率高、变换刀片方便、刀体可长期性应用、刀具耗费花费劣等多种多样特性。可加工合金钢、高韧性碳素钢、不锈钢板等多种多样原材料。深孔刀具加工,便是孔的长短与孔的直徑比超过10的孔。 深孔加工 一般深孔大部分状况下深径比L/d≥100。如液压缸孔、轴的径向进油口,中空主轴轴承孔和液压电磁阀孔这些。这种孔内,有的规定加工精度和工艺性能较高,并且有的被加工原材料的切削工艺性能较弱,经常变成生产信发国际彩票平台是干什么的啊中一大难点。

深孔刀具的镗刀受直径的限定,直徑小,长短大,导致刚度差,抗压强度低,切削的时候容易造成震动、波浪纹、光洁度,而危害深孔的平行度和粗糙度。在打孔和钻孔时,冷却润滑液在沒有选用设备的状况下,难于输入到切削区,使切削性能度减少,并且铣面也困难。在深孔的生产过程中,不可以立即观查刀具切削状况,只有凭工作经历听切削时的响声、看切屑、手去摸震动与产品工件溫度、观仪表盘(油压表和电度表),来分辨切削过程是否正常。
深孔刀具加工切屑清除困难,务必选用靠谱的方式开展断削及操纵切屑的长度与样子,以利于成功清除,避免切屑阻塞。为了更好地确保深孔在生产过程中顺利开展和做到应规定的加工品质,应提升刀具内(或外)铣面设备、刀具正确引导和支撑设备和髙压冷却润化设备。深孔刀具排热标准差,切削溫度上升,使刀具的耐磨性能减少。
本篇文章由山东 深孔刀具厂家 整理!
万喜堂app下载体育真人

工控网 机器人 仪器仪表 物联网 3D打印 工业软件 金属加工机械 包装机械 印刷机械 农业机械 食品加工设备 制药设备 仓储物流 环保设备 造纸机械 工程机械 纺织机械 化工设备 电子加工设备 水泥设备 海洋水利装备 矿冶设备 新能源设备 服装机械 印染机械 制鞋机械 玻璃机械 陶瓷设备 橡塑设备 船舶设备 电子元器件 电气设备








 直播推荐
直播推荐
 回放
回放  回放
回放 









 浙公网安备 33010602000006号
浙公网安备 33010602000006号  万喜堂彩票APP
万喜堂彩票APP  万喜堂彩票小程序
万喜堂彩票小程序  微信公众号
微信公众号 



2024慕尼黑华南电子生产设备展
展会城市:深圳市 展会时间:2024-10-14